Aperçu
À propos de ce club
- Quoi de neuf dans ce club
-
 betelgeuse64 s’est inscrit au club
betelgeuse64 s’est inscrit au club -
Oregos s’est inscrit au club
-
micri7678 s’est inscrit au club
-
 rolandbreche s’est inscrit au club
rolandbreche s’est inscrit au club -
nyphargus06 s’est inscrit au club
-
Prazouille s’est inscrit au club
-
 JiCi s’est inscrit au club
JiCi s’est inscrit au club -
 Michael Poirier s’est inscrit au club
Michael Poirier s’est inscrit au club -
ISNES s’est inscrit au club
-
Besacstro s’est inscrit au club
-
Bonjour, J'ai réalisé une petite sangle imprimée en TPU 90A afin de sécuriser le tiroir du porte filtre Svbony SV226 très répandu par son tarif abordable mais dont les aimants de maintien ne semblent pas toujours très fiables. Dans mon cas, et c'est aussi arrivé à d'autres, j'ai failli perdre un filtre coûteux après une chute imprévue sur le sol, le tiroir était orienté vers le bas et les aimants n'ont pas joués leurs rôle ! Une petite vis allen de sécurité est censée bloquer le tiroir, mais elle est presque inaccessible une fois la caméra montée et ne permet pas l'échange de filtre sans la dévisser. Je pense qu'il est possible d' utiliser cette sangle sur d'autres marques de porte- filtres de conception identique mais je ne peux le garantir (ex. : ZWO). La longueur devra, peut- être, être ajustée en modifiant le fichier STL. Ceux qui seraient intéressés trouverons le fichier STL de la dernière version 3 et toute les infos d'impression sur Thingiverse ici : https://www.thingiverse.com/thing:6938656

-
AstroMirettes s’est inscrit au club
-
Didier Galaxie Astro s’est inscrit au club
-
 Justin s’est inscrit au club
Justin s’est inscrit au club -
sergeIsere s’est inscrit au club
-

pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Bonjour. External c'est taraudage ? Merci. Bonne fête de fin d'année . -

pas de vis et autres filetages
Microtauren a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
A la ligne " <MajorDia>48.408</MajorDia> " je pense qu'il faut une valeur inférieur à 48. Moi j'ai ça : <Designation> <ThreadDesignation>M48x0.75</ThreadDesignation> <CTD>M48x0.75</CTD> <Pitch>0.75</Pitch> <Thread> <Gender>external</Gender> <Class>6g</Class> <MajorDia>47.838</MajorDia> <PitchDia>47.432</PitchDia> <MinorDia>46.9783</MinorDia> </Thread> <Thread> <Gender>internal</Gender> <Class>6H</Class> <MajorDia>48.1327</MajorDia> <PitchDia>47.591</PitchDia> <MinorDia>47.283</MinorDia> <TapDrill>47</TapDrill> </Thread> </Designation> -
Flopin s’est inscrit au club
-
adrien57 s’est inscrit au club
-
elce s’est inscrit au club
-
 did23 s’est inscrit au club
did23 s’est inscrit au club -
 ManuDansLesEtoiles s’est inscrit au club
ManuDansLesEtoiles s’est inscrit au club -
Renaud3485 s’est inscrit au club
-
support iPhone XR pour star adventurer
Benoist a répondu à un sujet de xenophon2009 dans Discussions générales de L'impression 3D en astronomie
avec ce couvercle cela devrait faire l'affaire : https://www.thingiverse.com/thing:4908230 -
CHAILLOU s’est inscrit au club
-
Bode_35 s’est inscrit au club
-

pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Bon, ben c'est déjà une bonne chose. Le fichier doit être posé dans le dernier dossier en date. Il correspond à la dernière version (et redémarrer FUSION, sinon, c'est pas pris en compte) -
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
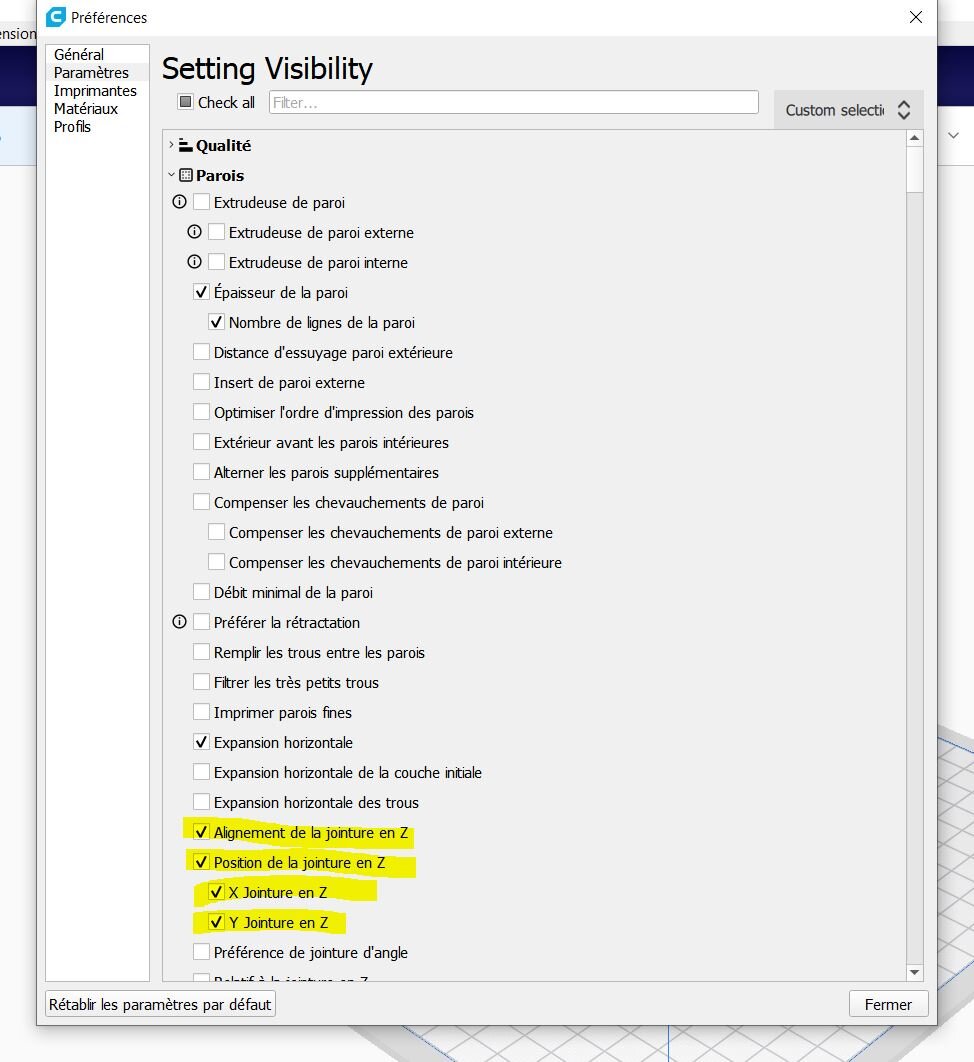
Bon, M42X0.75 avec -0.17 ok; M48X0.75 avec -0.18 selon les bagues que je vais y mettre, c'est plus ou moins facile. Par contre 2 nouveaux soucis : 1°) C'est tjs la m... pour trouver ce p... de dossier Thread data (j'entends le bon) : est ce le dernier, faut il virer les autres ? ici, par ex virer 1a... ; 3d... ; 06f... ; fe6f... et garder le c8cc... Comme je ne maîtrise pas, j'ai tendance à copier le .xml que j'ai enregistré et le foutre dans tous les dossiers suscités. 2°) j'avais enregistré 2 M48, 1 avec 1 pas de 1, l'autre avec un pas de 0.75 : et ben je n'en ai qu'un le 0,75, alors que le 1 est tjs dans le fichier xml ; j'ai tenté de ruser en enregistrant 2 astroprofile différents : Et ben macache : dans les 2 je n'ai que le M48X0.75, l'autre n'apparaît pas alors qu'il est dans le xml... et les 2dans le menu déroulant "type de filetage" s'appellent Astroprofile, pas de différence... Vous voyez un truc bizarre ? Ah oui, et avec alignement de jointure Z aléatoire dans Cura, la couture a disparue.
-
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Bonjour, c'est bien ce que j'avais tenté au départ et comme ça ne donnait rien j'en suis arrivé à modifier les diamètres dans l'astroprofile. Bref, je remets l'astroprofile d'origine, je refais une M48f et j'enlève 0.1 -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Jouer sur la tolérance d'assemblage a la conception est bien plus simple qu'affiner tes axes d'imprimante. -
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Ok, mais du coup, puisque je n'ai rien changé sur mes axes, pourquoi n'aurai je pas le même pb avec le même fichier ? -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
non, pas sur le 3mf. En revanche sur celui que tu m'as envoyé, le F3D oui. -
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Re : grace à Alain.D dans imprimantes 3D, trouvé le menu concernant la couture dans Cura :
-
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
... mais 1 question : on est bien d'accord que je modifie ton fichier dans f360; si oui, je peux faire ça sur un .mf ? Mais du coup il faut que je remette le fichier original astroprofile -
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Salut. Ok. ? Là tu me parles chinois, je ne suis qu'un imprimeur dilettante, mais j'entends bien qu'on doit pouvoir largement améliorer un produit "grand public". Ok j'imprime 1/2 bague en M48 f avec - 0,1. -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
en tenant compte de la couture, ca se tient, surtout que sur un filetage, les coutures peuvent laisser un bourrelet assez marqué. Conclusion, sur ta modélisation de filetage, il faut que tu repousses tes parois d'environ 0.10 ou .15 pour tenir compte de cette marge (en repoussant tout le pourtour de 0.10, en fait, tu gagnes .20 sur la circonférence totale. C'est tout le principe des tolérances de marges industrielles. Ma E3 customisé étant réglée au poil de c*l, c'est normal que j'ai moins, mais ca fait 5 ans que je la manipule dans tous les sens, et j'ai une tête d'impression SPRITE, et le FW est du Klipper, (j'ai abandonné Marlin il ya 1 an). -
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Un essai : mon cube de 10x10 rentre normalement à partir de +0.35 mon cylindre (avec sa couture) rentre à partir de +0.20 -
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Posé la question sur imp3D. -
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Salut, merci, mais en imprimant le fichier tolerance test, je suis tjs emm... avec 1 une "couture" le long du cylindre que j'ai fait debout (quasiment 0.1 de plus sur le diamètre incluant la couture); celui que j'ai fait couché a un méplat rendant impossible l'introduction dans les trous 2 une base élargie du parallélépipède que j'ai imprimé à plat (1,5 de large entre 2 faces X 0.97 pour les faces perpendiculaires), donc je ne peux avoir qu'un objet debout... avec couture -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
bon, ben yapuka réessayer avant, faire un petit essai avec ça. https://www.thingiverse.com/thing:2006297 ca te donnera ta marge de tolérance dimensionnelle a appliquer sur tes dessins. Ex: tu as une lumière de 3mm dans ton modèle, tu sais que pour qu'un axe de 3mm passe dedans sans frotter, il te faudra élargir de 0,0x mm pour que ca rentre. Sachant que c'est dépendant du matériau d'impression. -
f1sxu s’est inscrit au club
-
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Bonsoir. 3 Cubes de 20x20x20, bilan : x = 20,03 ; y = 19.97 ; z = 20... A priori pas de souci... -
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
En fait, oui c'est aussi ce que je me suis dis après coup. Ok merci. -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Vu la dimension des filets astro, clairement, tes difficultés de vissage proviennent quasi certainement de tes presque 2 dixième de décalage de dimension. Le dernier cube imprimé, j'avais un décalage de +0,04 sur 20mm, soit, 3x moins que ce que tu as. Il va falloir recalibrer également les steps moteurs des 3 axes -
Benoist s’est inscrit au club
-
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Oui oui c'est bien ce que j'ai fait. Bon j'ai finalement eu le temps de tout faire : - Extruder erreur de 4% : réglé. - calibration avec cube 20x20x20 : 20,16 sur xx' et yy' et 20,14 sur Oz. C'est bon, non ? -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
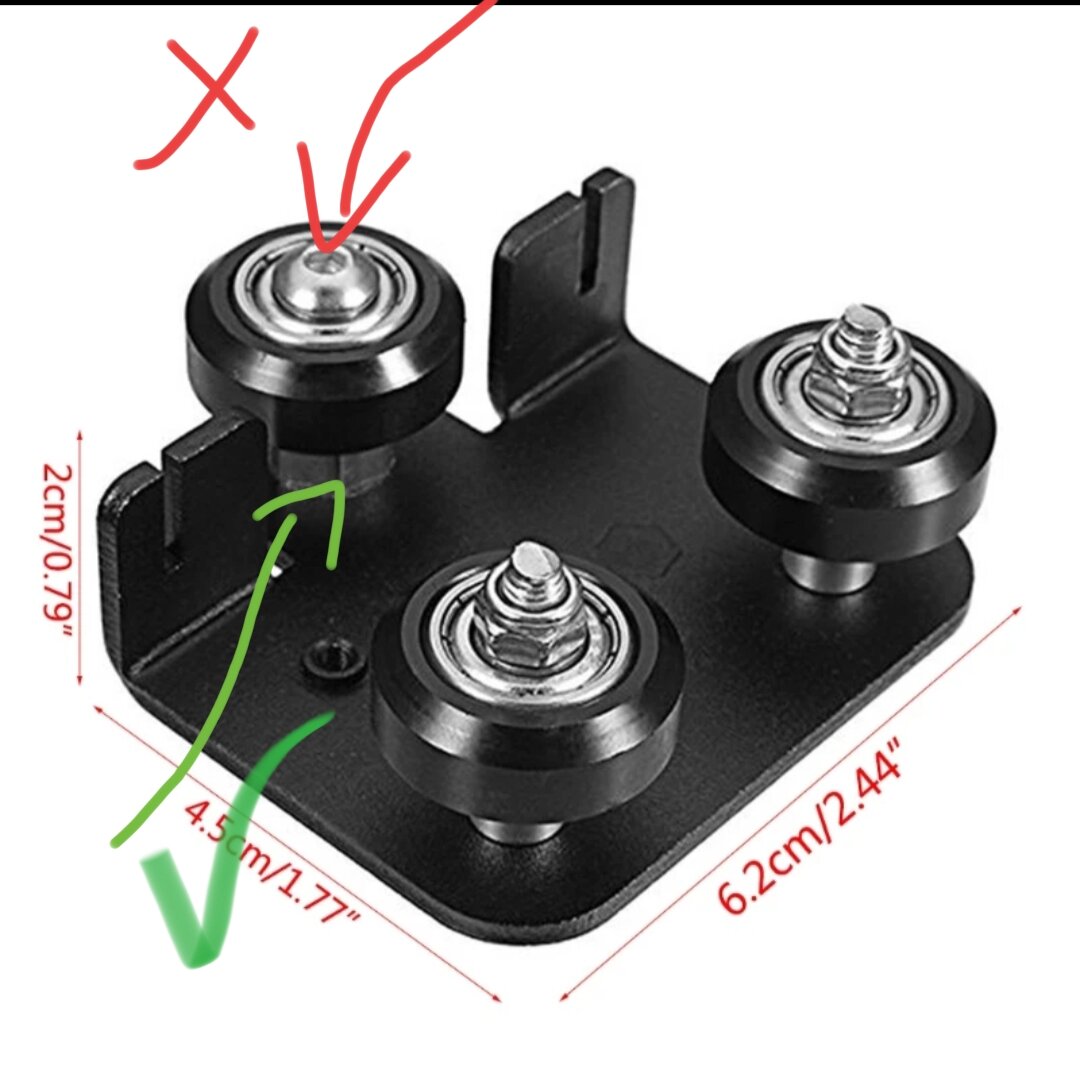
L'excentrique est à régler directement sur lui (en vert) , pas sur les vis de fixation. (en rouge) L'idée, c'est de desaxer légèrement pour rapprocher le galet du rail
-
pas de vis et autres filetages
Gaiar60 a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
Oui, j'avais bien compris Ok, celles avec les excentriques sont plus dure que les autres, mais elles tournent qd même. je voulais dire qu'il est plus dure de "rouler" celui là -
pas de vis et autres filetages
Mallozh a répondu à un sujet de WilliamD dans Logiciels de conception 3D de L'impression 3D en astronomie
euh, c'est ceux avec les excentriques qui servent au réglage, en rapprochant ou éloignant 1 ou 2 roulettes du rail guide. On évite de serrer la visserie des roues, sinon, on les serre contre la structure, et ca ne marche plus. ces roues doivent tourner en forçant tres légèrement, mais ni serrées à fond, ni laches sur le guide. On doit sentir un frottement net, mais pas qu'il soit completement impossible à faire rouler. les galets de la série E3 sont très bien, mais effectivement, certaines séries ont rencontré quelques petits soucis de qualité